Kapsułkowanie w przemyśle spozywczym
W artykule poruszono problemy dotyczące kapsułkowania produktów spożywczych ze szczególnym uwzględnieniem substancji dostarczających wrażeń smakowych i zapachowych, suplementów diety oraz probiotyków. Przedstawiono najczęściej stosowane techniki kapsułkowania i odpowiednie dla poszczególnych produktów spożywczych materiały powłokowe. Zwrócono także uwagę na zalety wynikające ze stosowania tej technologii do ochrony i kontrolowanego uwalniania aktywnych składników pożywienia.
Metoda kapsułkowania
Kapsułkowanie jest techniką, za pomocą której dana substancja lub mieszanina substancji jest powlekana lub pułapkowana wewnątrz innego materiału lub układu materiałów. Materiał powlekany nazywany jest aktywnym lub rdzeniowym, zaś powlekający to tzw. nośnik, kapsułka lub materiał powłokowy.
W przemyśle spożywczym technika kapsułkowania jest chętnie i często stosowana. Rozwiązuje ona problemy wynikające z ograniczonej stabilności fizycznej i chemicznej składników aktywnych żywności, niekompatybilności pomiędzy aktywnym składnikiem a podłożem spożywczym, a także te związane z niekontrolowanym uwalnianiem sensorycznie aktywnych substancji lub bioprzyswajalności składników pokarmowych [1].
Tak zwana „sucha żywność” bardzo często zawiera dodatkowe substancje smakowe i zapachowe by uwydatnić jej jakość. Niestety większość tych substancji to lotne ciecze, które mogą odparować, ulec utlenieniu lub wzajemnym oddziaływaniom, a to wystarczy by dramatycznie zmienić jakość produktu spożywczego, szczególnie gdy opakowania są wielokrotnie otwierane przez długi okres czasu. Dlatego korzystnym rozwiązaniem okazało się kapsułkowanie lotnych związków przeznaczonych jako dodatki do żywności [2].
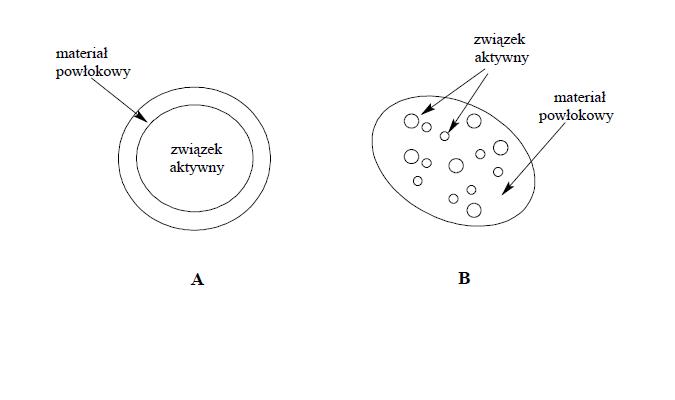
Rys. 1. Schemat ideowy dwóch typów kapsułek: (A) kapsułka z ciągłym rdzeniem i powłoką, (B) kapsułka nieregularna wielordzeniowa
Kapsułkowanie związków dostarczających wrażeń smakowych i zapachowych (olejki eteryczne)
Związki dostarczające wrażeń smakowych i zapachowych występują wśród najbardziej wartościowych składników każdego pożywienia. Dodatek już niewielkich ilości substancji aromatycznych może być dość kosztowny, a ponieważ są one zwykle bardzo delikatne i lotne, zabezpieczanie ich jest często nie lada wyzwaniem dla przemysłu spożywczego.
Stabilność związków dostarczających wrażeń smakowych i zapachowych w różnego rodzaju żywności cieszy się coraz większym zainteresowaniem z powodu jej bezpośredniego związku z jakością produktów spożywczych. Podczas produkcji, pakowania i przechowywania często następuje modyfikacja tych substancji przez redukcję intensywności związków aromatycznych. Niektóre z tych związków, które tworzą bardzo złożone układy, są stabilne w węglowodanach rozpuszczalnych w wodzie, inne zaś w powłokach lipidowych. Wiele czynników związanych z substancjami aromatycznymi wpływa na całkowitą jakość pożywienia, jak na przykład właściwości fizykochemiczne, stężenie i wzajemne oddziaływanie między lotnymi związkami a żywnością. By ograniczyć degradację aromatów lub straty związane z produkcją i przechowywaniem, korzystne jest kapsułkowanie lotnych składników [3].
Wybór techniki kapsułkowania i składu nośnika dla aromatu jest ściśle określony dla konkretnych produktów, a nowe techniki i składniki, które mogą usprawnić efektywność kapsułkowania, są zastrzegane przez firmy znakiem towarowym.
Choć istnieje wiele technik kapsułkowania w przemyśle, najczęściej i najchętniej stosowane w przypadku związków dostarczających wrażeń smakowych i zapachowych jest tzw. suszenie rozpyłowe (spray-drying) oraz ekstruzja. Metody te polegają na fizycznym zamknięciu lotnych związków w stałych nośnikach, głównie węglowodanowych. Zdolność węglowodanów do wiązania związków smakowych i zapachowych, uzupełnione o ich różnorodność, niski koszt i rozpowszechnione użycie w przemyśle spożywczym, sprawia, że są tak chętnie stosowane jako materiały nośnikowe [2].
Technika spray-drying jest nie tylko najpopularniejszą, lecz także najtańszą metodą w produkcji mikrokapsułkowanych materiałów spożywczych. W porównaniu z suszeniem sublimacyjnym (freeze-drying) technika ta jest 30-50 razy tańsza, niestety nie ma możliwości wykorzystania całego ciepła przepływającego przez komorę suszącą, w związku z tym jego wadą jest duża strata energii w trakcie procesu. Kapsułkowanie techniką suszenia rozpyłowego przebiega w trzech zasadniczych etapach: przygotowanie dyspersji lub emulsji do procesu, homogenizacja dyspersji i rozpylenie masy w komorze suszącej [4].
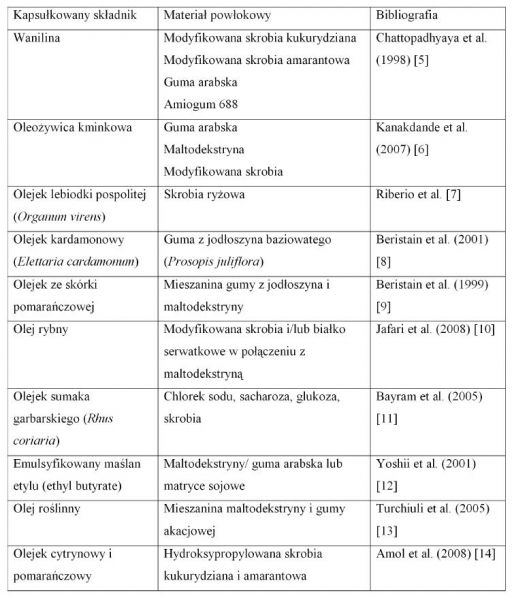
Spośród wielu materiałów powłokowych stosowanych w technice spray-drying, przez długi czas preferowana była guma arabska. Odznacza się ona 10-20 krotnie większa trwałością niż chociażby taki stały nośnik jak cukier. Z powodu niedostatecznej ilości zasobów gumy arabskiej w latach 70., pochodzących głównie z obszarów podrównikowych, podjęto próby znalezienia odpowiedniego jej zamiennika. Odpowiednie wówczas okazały się modyfikowane skrobie, jednak zamiana ta była daleka od pożądanej. Optymalizacją parametrów dla utleniania skrobi kukurydzianej i amarantowej w celu otrzymania materiałów powłokowych zajęli się Chattopadhayaya i współpracownicy [5]. W swojej pracy zastosowali modelowy związek zapachowy – wanilinę, kapsułkując ją modyfikowaną skrobią kukurydzianą i amarantową oraz gumą arabską i znanym substytutem gumy arabskiej, Amiogum 688. Porównanie tych materiałów powłokowych nie wykazało znaczących różnic jeżeli chodzi o wydajność kapsułkowania waniliny, jednak w przypadku utlenianych skrobi większy był odzysk związku zapachowego, co więcej wanilina powlekana gumą arabska okazała się higroskopijna. Wyniki tych badań wskazały potencjał utlenianych skrobi jako substytutu dla gumy arabskiej w kapsułkowaniu niektórych związków zapachowych i smakowych, szczególnie dla krajów, które ją importują [5].
Kanakdande i wsp. [6] poszukiwali odpowiednich materiałów powłokowych do kapsułkowania techniką spray-drying oleożywicy kminkowej. Porównywali w tym celu gumę arabską, maltodekstrynę i modyfikowaną skrobię (HiCap® 100) oraz potrójne mieszaniny tychże. Oleożywice różnych przypraw intensywniej oddają smak i zapach niż destylowane olejki lotne. Co więcej, w przeciwieństwie do olejków, oleożywice zawierają naturalne przeciwutleniacze. Jednak zarówno jedne jak i drugie są tak skoncentrowane, że przysparzają wielu problemów w procesie wzbogacania o nie żywności. Nie mieszają się z wodą, są wrażliwe na działanie czynników zewnętrznych (światło, temperatura, tlen) i nietrwałe w przechowywaniu. Dlatego mikrokapsułkowanie na odpowiednich nośnikach jest doskonałym rozwiązaniem tych problemów. Badacze wykazali, że w przypadku oleożywicy kminkowej najlepiej sprawdza się guma arabska, zaś jeszcze lepiej potrójna mieszanina, w której stosunek gumy arabskiej do pozostałych powłok był największy jest największy (4/6:1/6:1/6) [6].
Z kolei Bernstein i wsp. [8] szukając alternatywnego i niedrogiego polimeru naturalnego, odpowiedniego do kapsułkowania olejku eterycznego z kardamonu techniką spray-drying, zamiast gumy arabskiej zastosowali gumę z jodłoszyna baziowatego (Prosopis juliflora). Okazała się ona bardzo dobrym czynnikiem powlekającym o porównywalnej do gumy arabskiej wydajności kapsułkowania. Ci sami badacze [9] zastosowali także mieszaninę gumy z jodłoszyna i maltodekstrynę do kapsułkowania olejku z pomarańczowych skórek.
Technikę spray drying zastosowano też do kapsułkowania związków smakowych z sumaka garbarskiego (Rhus coriaria), rośliny przyprawowej występującej w krajach śródziemnomorskich. Spośród zastosowanych w tym celu nośników (chlorek sodu, sacharoza, glukoza i skrobia), jedynie chlorek sodu okazał się być odpowiedni do warunków suszarki rozpyłowej. Sacharoza i glukoza przywierała do powierzchni suszarki w wyniku karmelizacji, skrobia natomiast zatykała dysze suszarki z powodu niejednorodnej formy [11].
Tabela 1. Przykłady kapsułkowania różnych składników pożywienia techniką spray-drying
Guma arabska jest rozgałęzionym polimerem zawierającym jednostki galaktozy, ramnozy, arabinozy i kwasu glukuronowego. Posiada zdolność tworzenia suchych powłok wokół zdyspergowanych związków chroniąc chemicznie czynne związki i lotne olejki. Jej właściwości powierzchniowo czynne oraz rozpuszczalność w wodzie sprawiają, że doskonale sprawdza się w różnych technikach kapsułkowania. Jednak, jak już wspomniano, z powodu wysokiej ceny zastępuje się ją (zupełnie lub częściowo) innymi węglowodanami. Kaushik i Roos [15] zastosowali mieszaninę gumy arabskiej, sacharozy i żelatyny do kapsułkowania limonenu techniką freeze-drying (suszenie liofilizacyjne). Układ guma arabska-sacharoza-żelatyna okazała się być efektywnym czynnikiem kapsułkującym w przypadku tej techniki. Freeze-drying jest jednym z najbardziej użytecznych procesów do kapsułkowania termowrażliwych substancji, które są nietrwałe w wodnych roztworach, jednak ze względu na koszty (30-50 razy droższa niż spray-drying) nie jest techniką tak często wykorzystywaną jak suszenie rozpyłowe.
Spośród wielu technik kapsułkowania, inkluzja cząsteczkowa (molecular inclusion) cieszy się coraz większym uznaniem. Stosując tę metodę można zredukować utlenianie i lotność związków zapachowych i smakowych przez włączenie ich do struktury cyklodekstryn. Cyklodekstryny są powszechnymi związkami w przemyśle spożywczym. Szczególne znaczenie mają w przypadku kapsułkowania związków, które łatwo ulegają utlenianiu i dekompozycjom pod wpływem światła. β-cyklodekstryna to enzymatycznie zmodyfikowana skrobia o strukturze pierścieniowej złożonej z siedmiu grup glukopiranozy. Hydrofobowe wnętrze pozwala na utworzenie inkluzyjnego kompleksu z substancją dostarczającą wrażeń smakowych i zapachowych [16]. Technikę inkluzji zastosowali Choi i wsp. do kapsułkowania eugenolu wewnątrz pierścienia β-cyklodekstryny [16], zaś Padukka i wsp. [17] wprowadzali w ten sposób do pierścienia olejek cytrynowy.
Współkrystalizacja (co-crystallization) wśród technik kapsułkowania jest relatywnie nowym procesem, w trakcie którego aktywny składnik jest osadzany wewnątrz konglomeratu kryształów. Typowym nośnikiem w tym przypadku jest sacharoza. Spontaniczna krystalizacja przesyconego syropu sacharozowego jest osiągana w temperaturze powyżej 120°C oraz niskiej wilgotności. Wtedy właśnie wprowadzany jest do układu składnik aktywny, który wypełnia puste przestrzenie wewnątrz skupienia mikrokryształów. Ziarnisty produkt ma niewielką higroskopijność, lepszą płynność i ulepszone właściwości dyspersyjne. Co więcej, jeżeli między kryształami „uwięziona” zostanie wrażliwa substancja to jest ona chroniona przed szkodliwym utlenianiem. Jednak niektóre składniki aktywne, nieodporne na wysoką temperaturę, mogą ulec degradacji w procesie współkrystalizacji [18]. Beristain i wsp. [19] kapsułkowali olejek ze skórek pomarańczowych stosując tę metodę i badali trwałość finalnego produktu w trakcie przechowywania, zaś Bhandari i wsp. [18] oceniali stabilność związków smakowych i zapachowych miodu poddanego współkrystalizacji w sacharozie.
Gumí i wsp. [20] badając morfologię kapsułek oraz monitorując uwalnianie z nich związku aktywnego, zastosowali do kapsułkowania technikę strącania przez inwersję faz (phase inversion precipitation). Dzięki tej technice można w ekonomiczny i prosty sposób otrzymać kapsułki o różnorodnych rozmiarach i kształtach. W swych badaniach używali wanilinę, jako jeden z najbardziej popularnych na świecie związków zapachowych stosowanych w produkcji wyrobów cukierniczych, oraz polisulfony, które są szeroko wykorzystywane jako materiał do produkcji mikro- i makrokapsułek.
Jak dotąd stosowano różne metody do kapsułkowania związków dostarczających wrażeń smakowych i zapachowych bazując na procesach chemicznych i/lub mechanicznych, które zależnie od potrzeb udoskonalano. Nie ma uniwersalnej techniki kapsułkowania, podobnie jak idealnego materiału powłokowego i choć technika spray-drying jest jedną z najczęściej strosowanych, a guma arabska wydaje się być idealnym czynnikiem kapsułkującym, to wszystko i tak zależy od indywidualnych właściwości związku aktywnego oraz celu, w jakim ma być zastosowany.
Kapsułkowanie witamin i suplementów diety
Immobilizacja przez kapsułkowanie funkcjonalnych i wartościowych związków jest obszarem zainteresowań również w kierunku produkcji tzw. „żywności wzbogaconej”. Dzięki temu możemy zaopatrywać się w produkty spożywcze, w których dodatkowo występują niezbędne do prawidłowego funkcjonowania witaminy i mikroelementy.
Karotenoidy są organicznymi pigmentami naturalnie występującymi w roślinach i niektórych fotosyntezujących organizmach. Spośród nich β-karoten, powszechnie znany jako prowitamina A, znalazł szczególne znaczenie jako naturalny antyutleniacz, mogący chronić przed chorobami serca i regulować system immunologiczny. Dlatego związek ten jest powszechnie stosowany jako suplement diety i dodatkowo stosowany jako barwnik w margarynach i sokach owocowych. Niestety karoten i inne karotenoidy utleniają się pod wpływem światła i wysokiej temperatury, na którą narażone są podczas przetwarzania żywności. Dlatego też by wzmocnić ich stabilność poddawane są procesom kapsułkowania.
Laos i wsp. [21] kapsułkowali β-karoten otrzymany z rokitnika pospolitego (Hippophae rhamnoides L.) stosując dość nowatorski materiał powłokowy furcellaran. Furcellaran jest anionowym polisacharydem siarczanowym pozyskiwanym z czerwonych alg Furcellaria lumricalis, który wydaje się być obiecującym biomateriałem do kapsułkowania gdyż jest nietoksyczny, biodegradowalny i biokompatybilny, a wydajność kapsułkowania, jaką udało się badaczom osiągnąć sięgała 97%.
Fernandez i wsp. [22] chcąc opracować nowoczesną technologię do stabilizacji dodatków żywnościowych, zastosowali do kapsułkowania syntetycznego β-karotenu ultracienkie włókna biopolimeru prolaminy zeinowej stosując technikę elektrowirowania.
Specyficzny karotenoid – likopen posiada silniejszą wydajność antyutleniającą niż β-karoten, z powodu doskonałej zdolności do wyłapywania rodników nadtlenkowych. Blanch i wsp. [23] podjęli się próby stabilizacji trans-likopenu, otrzymanego z pomidorów, kapsułkując go w α-, β- i γ-cyklodekstrynach z zastosowaniem metody konwencjonalnej oraz ekstrakcji w stanie nadkrytycznym (SFE).
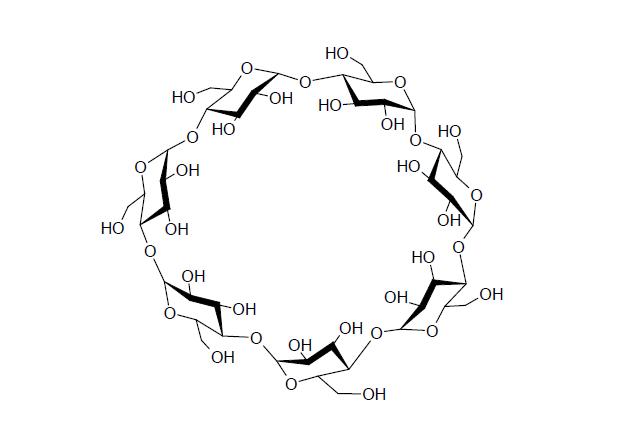
Rys. 2. Struktura cząsteczki β-cyklodekstryny
Witamina E jest także ważnym antyutleniaczem, który może redukować ryzyko chorób układu krążenia. Chociaż niedobór witaminy E jest rzadkością u ludzi, jej wchłanianie jest znacznie zmniejszone u pacjentów z chorobami trzustki, celiakią (nietolerancja glutenu), abetalipoproteinemią. Dlatego suplementacja witaminą E jest wymagana w niektórych przypadkach. Witamina E istnieje w ośmiu różnych formach obejmując cztery tokoferole (α, β, γ i δ) i cztery tokotrienole (α, β, γ i δ), ale suplementy witaminy E występują najczęściej w postaci octanu lub bursztynianu α-tokoferolu. Korzystniejsze byłoby jednak, gdyby suplementy witaminy E mogły być sporządzane w wolnej fenolowej formie α-tokoferolu. Jako, że jest on niestabilny oraz wrażliwy na temperaturę, tlen i światło, kapsułkowanie jest najlepszym rozwiązaniem na ochronę α-tokoferolu w czasie przechowywania. Co więcej uwalnianie witaminy E w układzie trawiennym może być kontrolowane dzięki takiej technologii [24].
Kapsułkowania α-tokoferolu w wolnej formie podjęli się Somchue i wsp. [24] oceniając zdolność kapsułkującą protein β-laktoglobuliny i białka jaja kurzego przez ich żelowanie wywołane wysoleniem.
Kapsułkowanie mikroorganizmów probiotycznych
Probiotyki są żywymi mikrobiologicznymi suplementami diety, które korzystnie wpływają na zdrowie konsumenta, usprawniając mikrobiologiczna równowagę jelitową. Terapeutyczne korzyści wynikające z przyjmowania probiotyków to m.in. kontrola infekcji jelitowych, kontrola poziomu cholesterolu, usprawniona utylizacja laktozy u osób z jej nietolerancją oraz posiadanie antyrakotwórczej aktywności. Bakterie probiotyczne (komensalne) hamują też rozwój niepożądanych mikroorganizmów i zatruwających pożywienie bakterii jak np. Salmonella, na którą mogą się natknąć na odcinku żołądkowo-jelitowym [25].
Nabiał, a w szczególności jogurty i produkty jogurto-podobne są najlepszymi dostarczycielami organizmów probiotycznych, zwłaszcza bifidobakterii i bakterii lactobacillus. Rekomendowana ilość powinna wynosić 106 żywych mikroorganizmów na g lub cm3 produktu mlecznego by wywołać korzyści terapeutyczne. Pomimo tego istotnego faktu, wiele badań wykazało dużą zmienność i słabą żywotność bakterii probiotycznych, głównie bifidobakterii, w preparatach jogurtowych. Wiele czynników wpływa na żywotność kultur Bifidobacterium w produktach z sfermentowanego mleka. Należą do nich kwasowość, pH, stężenie kwasów mlekowego i octowego, zawartość tlenu rozpuszczonego. Ponieważ żywotność i aktywność mikroorganizmów jest przeważnie niezbędna w ustroju gospodarza, istotne jest żeby probiotyki były w stanie znieść naturalne bariery ludzkiego organizmu. Wiele szczepów Bifidobacterium wewnątrz ustroju ludzkiego traci zdolność do przetrwania surowych warunków kwasowości i stężenia żółci [26].
Mikrokapsułkowanie komórek bakteryjnych zyskuje ostatnio na znaczeniu jako sposób na wzrost żywotności bakterii probiotycznych w kwaśnych produktach takich jak jogurty. Istnieje potrzeba kapsułkowania mikroorganizmów probiotycznych, tak aby mogły przetrwać w ludzkim żołądku, gdzie pH kwasu żołądkowego wynosi około 2 [27]. Dowiedziono, że mikrokapsułkowanie z zastosowaniem polimeru alginianowo-skrobiowego indukowanego wapniem [28, 29] oraz κ-karagenianów indukowanych potasem [30] znacznie poprawiło przetrwanie i żywotność bakterii probiotycznych w jogurcie. Picot i Lacroix [26] kapsułkowali bifidobakterie w podłożach na bazie białek serwatkowych metodą spray-drying. Wykazali oni wzrost żywotności tych probiotyków w warunkach ekstremalnych.
Żywotność innych pożądanych w produktach mlecznych mikroorganizmów probiotycznych, jakimi są bakterie Lactobacillus, badali Pimentel-González i wsp. [31]. Kultury Lactobacillus rhamnosus kapsułkowano w podwójnej emulsji (w/o/w) z użyciem słodkiej serwatki jako emulgatora. Następnie narażano je na warunki niskiego pH i porównywano z żywotnością wolnych komórek kontrolnych. Przetrwanie kapsułkowanych komórek, w porównaniu z wolnymi, wzrosło znacząco w warunkach naśladujących te, które panują w żołądkowo-jelitowym odcinku ludzkiego organizmu.
Kapsułkowane bakterie probiotyczne mogą być zastosowane w wielu sfermentowanych produktach mlecznych, takich jak jogurty, ser, śmietana, czy mrożone mleczne desery. W postaci kapsułkowanej probiotyki są chronione przed bakteriofagami i surowymi warunkami jak mrożenie czy soki żołądkowe. Dlatego kapsułkowanie ułatwia produkcję wyrobów mlecznych, w których bakterie są na stałym poziomie, mają lepszą stabilność w procesie przechowywania i wyższą produktywność niż bakterie nie kapsułkowane.
Podsumowanie
Na dzień dzisiejszy techniki kapsułkowania znacznie usprawniły produkcje wyrobów spożywczych, które maja na celu dostarczać wrażeń smakowych i zapachowych oraz tak zwanej „żywności wzbogaconej” różnymi suplementami diety i mikroorganizmami probiotycznymi. Dzięki technologii kapsułkowania jakość produktów spożywczych jest lepsza nie tylko pod względem sensorycznym, jak w przypadku substancji smakowych i zapachowych, ale również pod względem odżywczym. Co więcej rozwiązuje ona problemy wynikające z ograniczonej stabilności chemicznej i fizycznej niektórych związków (w tym mikroorganizmów) oraz niekontrolowanego uwalniania substancji aktywnych z pożywienia.
Literatura
- Ubbink J., Krüger J., Trends In Food Science and Technology, 17, 2006, 244-254
- Zeller B.L., et al., Trends In Food Science and Technology, 9, 1999, 389-394
- Madene A., International Journal of Food Science and Technology, 41, 2006, 1-21
- Gharsallaoui A., et al.,Food Research International, 40, 2007, 1107-1121
- Chattopadhyaya S. et al., Carbohydrate Polymers, 37, 1998, 143-144
- Kanakdande D., et al., Carbohydrate Polymers, 67, 2007, 536-541
- Riberio CMM.,et al., 2nd Mercosur Congress on Chemical Engineering, 4th Mercosur Congress on Process Systems Engineering [dostęp online: http://www.enpromer2005.eq.ufrj.br/nukleo/pdfs/0965_encap_enpromer_final.pdf, 02.12.2009
- Beristain C.I., et al., Lebensm.-Wiss. u.-Technol., 34, 2001, 398-401
- Beristain C.I., et al., Food Science and Technology Internationale, 5, 1999, 353-356
- Jafari S.M., et al., Food Research International, 41, 2008, 172-183
- Bayram Ö.A., et al., Journal of Food Engineering, 69, 2005, 253-260
- Yoshii H., et al., Innovative Food Science & Emerging Technologies, 2, 2001, 556-61
- Turchiuli C., et al., Innovative Food Science & Emerging Technologies, 6, 2005, 29-35
- Amol C., et al., Food Chemistry, 108, 2008, 958-964
- Kaushik V., Roos Y.H., LWT, 40, 2007, 1381-1391
- Choi M-J., et al., Food Research International, 42, 2009, 148-156
- Padukka I., et al., Journal of Food Composition and Analysis, 13, 2000, 59-70
- Bhandari B.R., et al., Lebensm.-Wiss. U.-Technol., 31, 1998, 138-142
- Beristain C.I., et al., Lebensm.-Wiss. U.-Technol., 29, 1996, 645-647
- Gumí T., et al., Desalination, 245, 2009, 769-775
- Laos K., et al., Innovative Food Science & Emerging Technologies,8, 2007, 395-398
- Fernandez A., et al., Food Hydrocolloids, 23, 2009, 1427-1432
- Blanch G.P., et al., Food Chemistry, 105, 2007, 1335-1341
- Somchue W., et al., Food Research International, 42, 2009, 909-914
- Krasaekoopt W., et al., International Dairy Journal, 13, 2003, 3-13
- Picot A., Lacroix Ch., International Dairy Journal, 14, 2004, 505-515
- Kailasapathy K., LWT, 39, 2006, 1221-1227
- Godward G., Kailasapathy K., Milk Science International, 58, 2003, 396-399
- Sultana K., et al., International Journal of Food Microbiology, 62, 2000, 47-55
- Adhikari K., et al., Journal of Diary Science, 83, 2000, 1946-1951
- Pimentel-González D.J., et al., Food Research International, 42, 2009, 292-297
*Mgr inż. Elwira Lasoń ukończyła Wydział Inż. i Techn. Chemicznej Politechniki Krakowskiej, specjalność „Lekka technologia organiczna“ w 2008. Obecnie pracuje w Instytucie Chemii i Technologii Organicznej PK. Tel. 12 628 27 61
Prof. dr hab. inż. Jan Ogonowski – kierownik Katedry Technologii Organicznej i Procesów Rafineryjnych na Wydziale Inżynierii i Technologii Chemicznej Politechniki Krakowskiej. Tel. 12 628 27 44